

Table of Contents
Executive summary
In this discussion, the manufacturing strategy of “Petronas chemical group Berhad (PCG)” and implementation of Group Technology are done. Hollier’s second method is considered for proper understanding of group technology management in the firm. Difficulties faced by company in implementing GT and various strategies to overcome it efficiently. Detailed research is conducted for understanding current advancement of Group technology related to manufacturing industry. Different types of Flexible management system for implementation in PCG are also briefed. Various components like the workstation, material handling, and storage system of FMS are also considered. Lastly, advantages and disadvantages of implementing FMS in PCG are briefed.
1. Introduction
“Petronas chemical group Berhad (PCG) is a chemical producer, sells different types of petrochemicals, and is a leading manufacturer in Malaysia. The CEO of PCG is “Mohd. Yusri Bin Mohamed Yusof”. It was founded in 1985 and its main headquarter is in Malaysia.
Market capitalization of PCG is RM69.60 billion (Petronas, 2022). They manufacture silicones, lube oil additives, Polymers, olefins, glycols, Methanol, aromatics, Ammonia, Fertilizers, and more related petrochemical products. PCG follows sustainability, believes in planning according to its sustainable nature, and aims at not affecting environment.
Main aim of PCG is to work in an environmentally and socially responsible way. Moreover, PCG is continuously focused on innovations by implementing customized solutions for their product. In this assessment, focus will be on the manufacturing system of this firm and implementation of group technology in PCG. Flexible manufacturing systems used by a company are also discussed as various advantages and disadvantages of flexible manufacturing system implementation.
2. Implementation of Group Technology
Group technology is considered a manufacturing philosophy that helps in increasing production in a company by standardization approach. It helps in reducing complexity and helps a firm to achieve its target of manufacturing with ease. Nowadays group technology is gaining interest from various manufacturers as it helps in boosting productivity within a firm (Ghobakhloo, 2020). It is considered an approach that manufacturers were trying to seek for increasing their manufacturing power through grouping and acknowledging problems.
In accordance with “Hollier’s 2nd method” arranging machines in a “Group technology” cell is being done. Through accurate examination of different applications of group technologies, it helps in saving time, avoiding duplication of products, and providing timely and easy information that is required. An important aspect of group technology is that it helps in evaluating variables in “manufacturing, engineering, purchasing, resource planning” that are required for increasing productivity in different areas of a firm.
Implementing group technology in a firm and introducing a new method or parts in manufacturing process costs from RM6000 to RM55000 depending on size of a firm and it also includes design, planning, and tools (Chege et al. 2020). If a company does not need any new parts in their manufacturing process, the implementation cost will be decreased.
Acknowledging parts is important as identifying whether certain parts will work with modification are not to get required results. There are several benefits of Group technology, which include value stream mapping, reducing cost of tooling, simplifying process of planning, improving cost accuracy, accelerating development of products, reducing engineering costs, and enabling cellular manufacturing process within a firm. Implementing Group technologies within a firm require “classification and coding (CC)”. It is a method that helps in organizing same equipment in a group, which is considered as classification, and putting a symbolic code for different equipment for getting required information (Afuah, 2020).
Group technology method is also considered a computer-based technology. Main step in implementation is to select more than one selection system and different coding for different materials. Implementation of group technology cannot be done by generally deciding and trying to implement it instantly. In general, it needs approx two to three years for proper implementation. There are certain problems in implementing group technology in a firm, which fall into three categories, which are “organizational changes and associated human resistance, classification, coding of parts, and execution of manufacturing cells”.
“Resistance to change” is also a major problem for any company. There are different types of resistance that depend on employees’ job status, understanding of new changes, and ability to cope with changes. It is mandatory for designers to decrease new parts numbers that mainly conflict with a firm long-term evaluation (Tiwari et al. 2019).
Concept of variety reduction involves changing incentive systems within a firm. Changes in roles of employees and workers and assigning new areas of operation and responsibility are also a common problem that a company faced after implementing group technology. Due to new design of job employees, require assigned additional skills. The change that affects a firm affects mainly workers and laborers.
The best way for implementing new work roles for workers is “Extensive education about Group technology Concepts, early involvement, and hands-on training”. Changing training system for workers and personnel policies also requires a change that generally requires great effort. In addition, Use of a scale model for manufacturing help in maintaining coordination among workers.
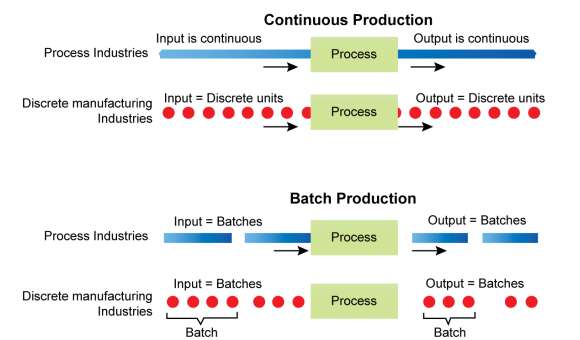
Figure 1: Continuous and Batch production
(Provided)
3. Research on current advancement of Group Technology
Group technology is a technique in manufacturing in which many machines are classified by their functioning on basis of characteristics of a machine and are organized into cells. Numerous parts of machines are grouped into small families or cells that gradually help in increasing productivity of a firm (Liu et al. 2021). Group technology is characterized by “Activity simplification, Process standardization, and product control”.
If machines with same characteristics are put in a similar cell, it results in increasing efficiency of manufacturing and productivity. Cellular manufacturing plays a vital role as different cells contain different machines with same characteristics. It helps in achieving efficiency in manufacturing process of a firm. In manufacturing industry, use of group technology is largely used because it helps in decreasing average size of a lot, variety of parts can be increased, increase in different properties and variety of materials, and achieving closer tolerance.
Cellular manufacturing involves a single line flow technique for queuing machines and is generally laid in a U-shaped sequence (Amin et al. 2019). A functional layout is followed for cellular manufacturing. In this section, all machines of same characteristics are put together that are based on process specialization. In cell layout, component specialization is used for team specialization and completing tasks.
The inclusion of cellular manufacturing effectively helps in reducing time of manufacturing process, reduces WIP inventory, improved quality of products, and reduction in setup time because of classification of machines (Li et al. 2019). All these group technology methods help a firm in increasing productivity thus ensuring a firm attains profitability for business sustainability.
This is the reason Group Technology is beneficial for a firm. While implementing group technology identification of parts and arranging machines in a cell on basis of their characteristics should be done. “Manual Visual Inspection” includes inspecting characteristics of machines and setting different parts into a group (Buss et al. 2020). It helps to identify incorrect results that might happen due to some error, judgment of different people, determines less expensive methods, and less sophisticated methods for production.
“Production flow analysis” method is used for identification of different parts of machines and manufacturing processes. PFA generally uses manufacturing data to identify a part of families rather than design data and so it helps in reducing irregularities that might arise (Lins et al. 2020). “Production flow analysis” includes certain steps, which include:
“Data collection”
Collecting data is an important aspect of analyzing a sequence of operations and number of parts. This information is generally determined in documents or sheets. Operation sequence also acknowledges sequence of machines.
“Process routings sorting”
In this step, different parts are arranged into a group having same characteristics for their process routings. For performing this step, different machines are labeled with different symbols to get easily identified (Zheng & Nowack, 2021). Coding is done in accordance with different steps involved in the processing of a product. Lastly, by using sorting techniques different parts are arranged accordingly for their identification.
“Production flow analysis chart”
In PFA chart, every pack is displayed in accordance with their process. Numbers for a proper acknowledgment (Peng & McClarren, 2021) generally displays code of machines or parts. “Part-machine incident matrix” is demonstrated by the PFA chart.
“Cluster analysis”
This method is used for grouping and identifying machines on basis of data patterns demonstrated in PFA chart and is arranged with a new way to put all machines in a sequence. If machines are not fitted in a logical way analysis of packs is done and a new sequence is created, so that different parts can be fitted in a similar group (Maharjan et al. 2019). “Rank order algorithm” is used for initiating cluster analysis and is considered an effective technique.
“Classification and Coding” is a method that is used for identifying similarities of different parts of machines in accordance with coding system. It includes two categories for identifying similarities among machines that are for designing size and materials used, for manufacturing processing steps are taken into consideration for determining parts.
The attributes of designing and manufacturing are interrelated. Using coding systems is required for regaining designs, automating planning process, and designing cells of machines. There are various coding systems and classification methods but any such specific system is not been universally accepted yet. “Classification and coding systems” consists of certain structures which are,
“Hierarchical structure or mono code”
It helps in gaining large information in small numbers that are useful for storage and provides information related to design like size and materials.
“Chain type structure or poly code”
It is useful as it helps in providing unique properties of parts of machines with a specific location. Due to various combinational features, the length of this code is generally high.
“Mixed mode structure or hybrid code”
It is generally used in many coding systems as it gives an advantage to both codes. This code is generally more compact than normal code and helps in easily identifying specific parts.
4. Types of flexible manufacturing systems
“Machine flexibility”
It is used to adapt to varieties of production operations and its part styles. A larger range of production operations and parts styles determines machine flexibility. Flexibility of machines depends on various factors like setup time, storage capacity of machines, and skills of workers and provides easy reprogramming of machines.
“Production flexibility”
It includes a range of parts that are produced in the system for production of products. It generally depends on the flexibility of machines (Ocampo-Martinez & Olaru, 2020). As PCG is producing varieties of chemical-related products, production flexibility is necessary for efficient production.
“Mix flexibility”
It is used for changing product mix by maintaining same quantity of production, which includes producing same products, but with different parts or groups. It depends on similarity of different parts of machines, flexibility of machines, and producing time of a product.
“Product flexibility”
It helps in changing designs of products easily and helps in introducing new products easily. Introduction of new products also plays a significant role in increasing profitability of a business and business sustainability (Bashir et al. 2021). It depends on new design of parts, flexibility of machines, and preparing an off-line program.
“Routing flexibility”
It is a capacity to manufacture products through alternative machinery in case of breakdown of any equipment, failures of tools, or any such obstruction that might arise. It is a most important aspect for a firm as there is a lot of uncertainty in business and any obstruction in production affects companies to target (Meilanitasari & Shin, 2021). Using routing flexibility helps in manufacturing products with alternative machinery or workplace. It generally depends on similar workplaces, similar parts of machines, training of workers, and use of common tools for manufacturing.
“Volume flexibility”
It is ability of a firm to produce high quantities of products economically and at a lower cost without affecting quality of products. Flexibility in volume production is important for PCG as manufacturing a product depends on market demand, more the demand more production is required. For fulfilling market demand, flexibility in volume production is necessary (Wocker et al. 2020). It generally depends on labor performance and machinery of a firm. As for large volume production, effective and efficient machines are required.
“Expansion flexibility”
It is an ability of a company to expand its total production easily. For future growth, PCG must focus on expansion flexibility, as it is required for a long run in field and business sustainability. Due to increase in market demand and population, every organization should focus on expansion flexibility as an increase in population means an increase in demand for a product (Florescu & Barabas, 2020). It generally depends on investment requirements for machinery, layout of a firm, effective machine handling systems, and trained workers.
5. Components of flexible manufacturing systems
Workstation
“Workstation” There is different types of workstations in “Flexible manufacturing system”. Load/unload stations in places where raw materials are stored and finished products are kept for dispatch. Machining stations are a place where machines are kept for production, capacity of work is determined, and automated tools are used for storage and correction.
Other processing stations are a place where irrespective of machining other processes are done that include “sheet-metal fabrications, trimming, punching, shearing, and forging” and other processes involved (Zhang et al. 2021). Assembly is used for assembling labourers and replacing or reducing operations. It is used to perform certain tasks like variation or motion patterns with respect to a different style of products.
“Material handling and storage systems”
It is also an important component of a “flexible management system”. Handling material is an important aspect and is an area of concern for PCG. Many products are lying on floor of shops and in the inventory of company because of transportation issues or demand for a product that does not add value to the product (Ghadirpour et al. 2020).
A system includes moving, handling, or storing materials accordingly so that it adds value to a firm. Material handling allows movement of work parts among workplaces. It also allows loading and unloading of products or machinery with ease. Layout configuration involved in FMS is “in-line layout, loop layout, ladder layout, open field layout, and robot centered layout”. PCG should focus on material handling to add value to its business.
“Computer control systems”
Computer system plays a significant role in collecting and storing data about products and machinery becomes easier. Many machines and parts are controlled with computers, which are considered an effective and efficient way rather than manually operating them. It also helps in decreasing labor costs and gradually cost of production decreases, which mean more profit for a firm. Processing or assembling products is also done using computer systems (Ostadi, 2018).
There are numerous functions of a “computer control system” in a firm, which includes “workstation control, instructions to workstations, production control, traffic control, shuttle control, monitoring work, tool control, and diagnostics”. PCG should focus on increasing computer control systems within an organization as there are several benefits of implementing this system. Moreover, it also helps in cost reduction, as less labour is required for performing certain activities within an organization.
“People or human resources”
Managing a “flexible management system” requires people to perform certain specific functions that are assigned to them. Several functions that are done by people are loading raw material, unloading finished parts, setting or changing tools, equipment repairing or maintaining, operating a computer system, and more (Yao et al. 2020).
People are considered an important aspect of FMS as to perform certain activities and management of overall FMS, human resources are required. PCG should gradually focus on effective and efficient human resources for a smooth flow of production. It also enables an organization to attain a competitive advantage in market. An effective workforce also helps in decreasing labor costs and thus helps in increasing productivity and profitability of an organization.
6. Advantages and disadvantages of flexible manufacturing systems
Advantages of Flexible manufacturing system
There are many advantages and benefits of FMS.
A large variety of same products
FMS helps to produce a large variety of products with ease (van der Sanden et al. 2021). It also helps in improving capital utilization of a firm by lowering cost of production through effective workforce management.
Profitable investment
The inclusion of FMS is a profitable investment as the company spends a lot of capital on machinery. For making optimum use of machinery, FMS plays an important role. Irrespective of a higher cost of FMS, it is still considered a profitable investment because of the value it adds to a firm.
Requires limited inventory
In comparison with other manufacturing systems, FMS requires very limited inventory for performing manufacturing processes effectively and efficiently. FMS generally focuses on computer-based systems like automatic machinery and robots. Due to less manual work and human intervention it requires low labor and therefore labor costs decreases. FMS is considered a flexible system because of varieties of production and any changes in manufacturing process can be done easily with a quick response.
Speed production
As FMS uses latest technologies and automatic machinery, it will help PCG to work effectively and reach its target on time (Manoj, 2019). It also speeds up production process as no manual workers are required and various processes like loading and unloading of products are done by robots.
Disadvantages of flexible manufacturing systems
There are certain disadvantages of “flexible manufacturing systems”. Such as
Complexity of FMS
A Flexible Manufacturing System (FMS) is a very critical and complex system. This system is not so easy to comprehend, understand, and implement within an organization. Implementing this process requires highly skilled labour. That is the main problem with implementing a flexible manufacturing system within a company.
Needs skilled technicians’ labour
Implementing FMS within a workplace requires very highly skilled labour and as well as technicians for operating all kinds of complex machines. On the other hand, it is very difficult to repair all these machines. For this reason, FMS needs skilled labourers.
Needs high-level planning
Implementing flexible manufacturing within an organization needs high-level planning. High-level planning requires strong company leadership and as well as a disciplined environment.
Demand large amount of investment
Implementing FMS within an organization demands a high amount of investment. If a company has huge capital, it can afford a Flexible manufacturing system within workplace (Perzylo et al. 2019). A small company cannot afford this type of large investment; therefore they prefer an alternate production policy.
Communication gap
The communication gap is also a key problem for an organization in implementing FMS within a workplace. If a company does not have strong marketing leadership, then it cannot communicate with investors for implementing FMS in its company. Therefore, the communication gap is also a key problem for a company implementing FMS.
Creating new designs and schedules
For implementing FMS within a company’s workplace, it is very necessary to invent new designs of products and create an effective working schedule. This process helps a company to work in a flexible and successful manner. Therefore, if any company upgrades its production design then they also give success-implementing FMS within their organization.
Reference list
Afuah, A. (2020). Innovation management-strategies, implementation, and profits. retrieved on 21th August, 2022:
Amin, N., McGrath, A., & Chen, Y. P. P. (2019). Evaluation of deep learning in non-coding RNA classification. Nature Machine Intelligence, 1(5), 246-256. retrieved on 21th August, 2022:
https://u.osu.edu/bmbl/files/2021/01/lncfinder_nmi_mark.pdf
Bashir, M., Zhou, J., & Muhammad, B. B. (2021). Optimal Supervisory Control for Flexible Manufacturing Systems Model with Petri Nets: A Place-Transition Control. IEEE Access, 9, 58566-58578. retrieved on 21th August, 2022:
https://ieeexplore.ieee.org/iel7/6287639/9312710/09402748.pdf
Buss, W., Hertzog, J., Pietrzyk, J., Carré, V., Mackay, C. L., Aubriet, F., & Mašek, O. (2020). Comparison of Pyrolysis Liquids from Continuous and Batch Biochar Production—Influence of Feedstock Evidenced by FTICR MS. Energies, 14(1), 9. retrieved on 21th August, 2022:
https://www.mdpi.com/1996-1073/14/1/9/pdf
Chege, S. M., Wang, D., & Suntu, S. L. (2020). Impact of information technology innovation on firm performance in Kenya. Information Technology for Development, 26(2), 316-345. retrieved on 21th August, 2022:
Florescu, A., & Barabas, S. A. (2020). Modeling and simulation of a flexible manufacturing system—A basic component of industry 4.0. Applied sciences, 10(22), 8300. retrieved on 21th August, 2022:
https://www.mdpi.com/2076-3417/10/22/8300/pdf
Ghadirpour, M., Rahmani, D., & Moslemipour, G. (2020). Routing flexibility for unequal–area stochastic dynamic facility layout problem in flexible manufacturing systems. International Journal of Industrial Engineering & Production Research, 31(2), 269-285. retrieved on 21th August, 2022:
http://ijiepr.iust.ac.ir/files/site1/user_files_2hops2/rahmani-A-10-1010-2-a25f7f0.pdf
Ghobakhloo, M. (2020). Determinants of information and digital technology implementation for smart manufacturing. International Journal of Production Research, 58(8), 2384-2405. retrieved on 21th August, 2022:
https://www.tandfonline.com/doi/pdf/10.1080/00207543.2019.1630775
Li, P., Jiang, P., & Zhang, G. (2019). An enhanced DMAIC method for feature-driven continuous quality improvement for multi-stage machining processes in one-of-a-kind and small-batch production. IEEE Access, 7, 32492-32503. retrieved on 21th August, 2022:
https://ieeexplore.ieee.org/iel7/6287639/6514899/08648418.pdf
Lins, P. S., Cunha, R. D. A., Kiperstok, A., Rapôso, Á. L. Q. R. E. S., & César, S. F. (2020). Opportunities for Cleaner Production (CP) Using Process Flow Analysis: Case Study of a Furniture Manufacturer in the City of Palhoça (SC, Brazil). Sustainability, 12(3), 863. retrieved on 21th August, 2022:
https://www.mdpi.com/2071-1050/12/3/863/pdf
Liu, C., Jia, K., & Liu, P. (2021). Fast Depth Intra Coding Based on Depth Edge Classification Network in 3D-HEVC. IEEE Transactions on Broadcasting, 68(1), 97-109. retrieved on 21th August, 2022:
https://ieeexplore.ieee.org/iel7/11/9726520/09524298.pdf
Maharjan, N., Kuroda, K., Okada, M., Nakamura, S., Aburatani, H., Yamaguchi, T., & Ichitsubo, M. (2019). Generic Skills Assessment Through Implementation of Group Based Learning to Understand SDGs. Journal of Education and Practice, 1(6). retrieved on 21th August, 2022:
Manoj, P. K. (2019). Competitiveness of manufacturing industry in India: need for flexible manufacturing systems. Int J Innov Technol Explor Eng, 8(12), 3041-3047. retrieved on 21th August, 2022:
Meilanitasari, P., & Shin, S. J. (2021). A Review of Prediction and Optimization for Sequence-Driven Scheduling in Job Shop Flexible Manufacturing Systems. Processes, 9(8), 1391. retrieved on 21th August, 2022:
https://www.mdpi.com/2227-9717/9/8/1391/pdf
Ocampo-Martinez, C., & Olaru, S. (2020). Dual mode control strategy for the energy efficiency of complex and flexible manufacturing systems. Journal of Manufacturing Systems, 56, 104-116. retrieved on 21th August, 2022:
https://hal-centralesupelec.archives-ouvertes.fr/hal-02862349/document
Ostadi, B. (2018). An optimal preventive maintenance model to enhance availability and reliability of flexible manufacturing systems. Journal of Industrial and Systems Engineering, 11(2), 47-61. retrieved on 21th August, 2022:
http://www.jise.ir/article_54749_b68c3aa12d86cf85c55b47cfaff8583d.pdf
Peng, Z., & McClarren, R. G. (2021). A high-order/low-order (HOLO) algorithm for preserving conservation in time-dependent low-rank transport calculations. Journal of Computational Physics, 447, 110672. retrieved on 21th August, 2022:
https://arxiv.org/pdf/2011.06072
Perzylo, A., Rickert, M., Kahl, B., Somani, N., Lehmann, C., Kuss, A., … & Danzer, M. (2019). SMErobotics: Smart robots for flexible manufacturing. IEEE Robotics & Automation Magazine, 26(1), 78-90. retrieved on 21th August, 2022:
https://ieeexplore.ieee.org/iel7/100/4600619/08601323.pdf
Petronas, 2022. retrieved on 21th August, 2022:
https://www.petronas.com/pcg/our-business/our-business-overview
Tiwari, S. T. S., Chan, S. W., Ahmad, M. F., & Zaman, I. (2019). Application and implementation of E-procurement technologies in malaysian manufacturing firm. Int J Supply Chain Manage, 8, 923. retrieved on 21th August, 2022:
van der Sanden, B., Blankenstein, Y., Schiffelers, R., & Voeten, J. (2021, August). Lsat: Specification and analysis of product logistics in flexible manufacturing systems. In 2021 IEEE 17th International Conference on Automation Science and Engineering (CASE) (pp. 1-8). IEEE. retrieved on 21th August, 2022:
https://a.storyblok.com/f/74249/x/225d57f1c5/lsat-paper.pdf
Wocker, M., Betz, N. K., Feuersänger, C., Lindworsky, A., & Deuse, J. (2020). Unsupervised learning for opportunistic maintenance optimization in flexible manufacturing systems. Procedia CIRP, 93, 1025-1030. retrieved on 21th August, 2022:
Yao, F., Alkan, B., Ahmad, B., & Harrison, R. (2020). Improving just-in-time delivery performance of IoT-enabled flexible manufacturing systems with AGV based material transportation. Sensors, 20(21), 6333. retrieved on 21th August, 2022:
https://www.mdpi.com/1424-8220/20/21/6333/pdf
Zhang, X., Hu, B., Xiong, G., Liu, X., Dong, X., & Li, D. (2021, July). Research and practice of lightweight digital twin speeding up the implementation of flexible manufacturing systems. In 2021 IEEE 1st International Conference on Digital Twins and Parallel Intelligence (DTPI) (pp. 456-460). IEEE. retrieved on 21th August, 2022:
Zheng, Y., & Nowack, B. (2021). Size-specific, dynamic, probabilistic material flow analysis of titanium dioxide releases into the environment. Environmental Science & Technology, 55(4), 2392-2402. retrieved on 21th August, 2022: